Comparison between Hot-dip Galvanized (ASTM A153) and Zinc Plated Coating (ASTM B633) – ASTM A153 vs ASTM B633
When a steel foundation element is in direct contact with soil, corrosion can be a practical concern. Not all soils are corrosive; the main factors that govern underground corrosion are soil type, moisture content, pH, and resistivity. Undisturbed soils below the ground line or below the ground water table are generally not considered corrosive. However, near surface soils with lower pH and resistivity, disturbed soils, or soils with high organic content, ash, chemical waste, and contaminants tend to be more corrosive. It is not always clear when a soil is corrosive or not. This is why Hubbell / CHANCE® hot-dip galvanizes all of their products per ASTM A153 and A123. Another choice is to electro-deposit (plating) a zinc coating per ASTM B633.
There are many differences between galvanizing per ASTM A153 /A123 and plating per ASTM B633, including:
The Application Process
Steel materials to be hot-dip galvanized or electro-deposit plated go through a three step process: surface preparation, galvanizing or plating, and inspection.
- Materials hot-dip galvanized per ASTM A153 or A123 are first cleaned to remove all oils, paint, and grease, followed by acid pickling to remove mill scale and rust. Next, the steel is fluxed, which inhibits oxidation of the steel before dipping in the molten zinc bath before being immersed into a 850 °F bath of molten liquid zinc. Hot-dip galvanizing creates a metallurgical bond to the steel substrate, with the coating integral to the steel. This results in a very tightly adherent coating.
- Materials plated per ASTM B633 undergo a cleaning and pickling process similar to hot-dip. The parts are then loaded and immersed into a chemical plating solution. Various brightening agents can be added to the solution to add luster, but careful control is needed to ensure a quality product. The result is a pure zinc coating best suited to mild (indoor) exposures.
Thickness
Materials galvanized per ASTM A123 can be used to specify zinc coatings up to 2.2 oz./ft2 (3.94 mils), or 100 µm. Materials galvanized per ASTM A153 Class B require an average weight of zinc coating to be 2.0 oz./ft2 (3 mils), or slightly more than 75 µm. These values are minimums. The coating thickness of CHANCE Helical Anchors/Piles ranges between 4 and 6 mils (100 to 150 µm). ASTM B633 lists four classes of zinc plating: Fe/Zn 5, Fe/Zn 8, Fe/Zn 12, and Fe/Zn 25. The number indicates the coating thickness in microns (µm). For example, the thickness of the ASTM B633 Fe/Zn 5 coating is 0.20 mils (5 μm). This demonstrates that zinc plating is relatively thin compared to hot-dip. Materials hot-dip galvanized to ASTM A153 Class B have a zinc coating that is 15 times thicker than materials plated to ASTM B633 Fe/Zn 5.

Microstructures of Various Zinc Coatings – www.galvanizeit.org
Abrasion Resistance
As mentioned above, the hot-dip galvanizing process creates a metallurgical bond to the steel substrate, which forms zinc-iron alloy layers. See photomicrograph of batch hot-dip galvanized coating below. The iron/zinc alloy layers become harder (DPN hardness) with increasing iron content; to the point that the inner alloy layers are harder than that of the base steel. This is critical for helical anchors and piles since the coating must be both flexible and hard to stand up to the abrasion during installation. Materials plated per ASTM B633 have a thin layer of pure zinc on the surface. The pure zinc has a hardness of about 1/3 – 1/2 that of the base steel.
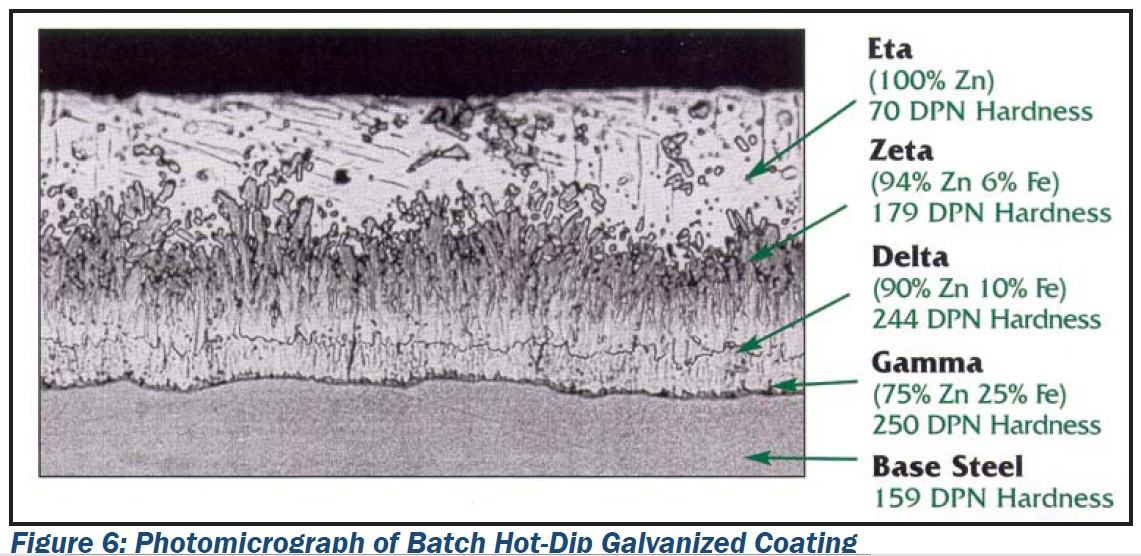
Photomicrograph of Batch Hot-Dip Galvanized Coating – www.galvanizeit.org
Coverage of the Protective Coating
Hot-dip galvanizing is a total immersion process, therefore all surfaces will be completely protected. The application of the zinc plating per ASTM B633 is limited by the level of expertise of the individual doing the application. Because of this, there is a potential that “hard to reach places” may not be adequately protected.
 vs. Electroplated (B633")
Hot-dip galvanized (A153) on left, Electroplated on Right (B633) – Note the rust in the coupling
Lab Tests
Salt fog tests per ASTM B117 can be used to conduct continuous salt spray testing to provide a very useful method for undertaking comparative testing. This procedure is also known as ‘ranking’. Such tests work on the basis of comparing actual corrosion rates with expected corrosion rates which are based on previous experience, in a practical application situation. For this reason, continuous salt spray testing is most often carried out as a quality audit function to assess a production process, or viability of a particular product or material.
Two component parts from two foundation repair brackets were tested in a salt fog chamber at the same time. One component was hot-dip galvanized per ASTM A153 Class B and the other component was plated per ASTM B633. The samples were placed in the Salt Fog chamber suspended on non-metallic supports. The samples were left in the salt fog chamber for 1040 hours (43.3 days). The photos below show the results. The hot-dip galvanized part is covered in salt residue, and shows a few points of rust penetration. By contrast, the plated part is fully covered in thick, red rust.
The salt fog test data clearly demonstrates that hot-dip galvanized coatings are superior for corrosion protection when compared to zinc plated coatings.

On the Left the Hot- Dip Galvanized T-Pipe – On the Right the Electroplated T-pipe
For Additional information, please visit:
American Galvanizers Association (AGA)
AB Chance
Wikepedia – Hot-dip Galvanizing
Supplementary Downloads:
Zinc Coatings (PDF)
Performance of Hot-Dip Galvanized Steel Products (PDF)